
Custom solutions for demanding applications

Materials
Our Address
Tridelta Siperm GmbH
Ostkirchstr. 177
44287 Dortmund, Germany
Contact us for a personal consultation
Materials
The SIPERM® material line comprises three porous sintering materials: SIPERM® R made of stainless steel 1.4404, SIPERM® B made of bronze CuSn10 and SIPERM® HP made of polyethylene PE-UHMW/HDPE. These materials are processed in standardized powder fractions, pressed and then sintered. This process produces a porous structure whose properties are determined by the choice of grain fractions and compaction. All materials are produced according to defined parameters and are characterized by reproducible porosities, pore size distributions as well as mechanical and fluidic characteristics.
Design and structure of SIPERM® materials
Formation of the porous structure
The powder particles are compacted in pressing tools and bonded together in the subsequent sintering process. The bonding of the particles defines the shape of the solid and forms a porous network of cavities. The size, distribution and shape of these cavities depend directly on the particle size used. The pore space remains formed over the entire cross-section of the material as long as no compaction takes place during further processing.
The documented parameters that determine the properties include
- Density
- Porosity
- Pore size range
- Bubble point values
- laminar flow coefficient
- turbulent flow coefficient
- Tensile, shear and flexural strength
All values are measured for defined material thicknesses and sample geometries, resulting in clear comparability within the material series.
Brief description of the three SIPERM® materials

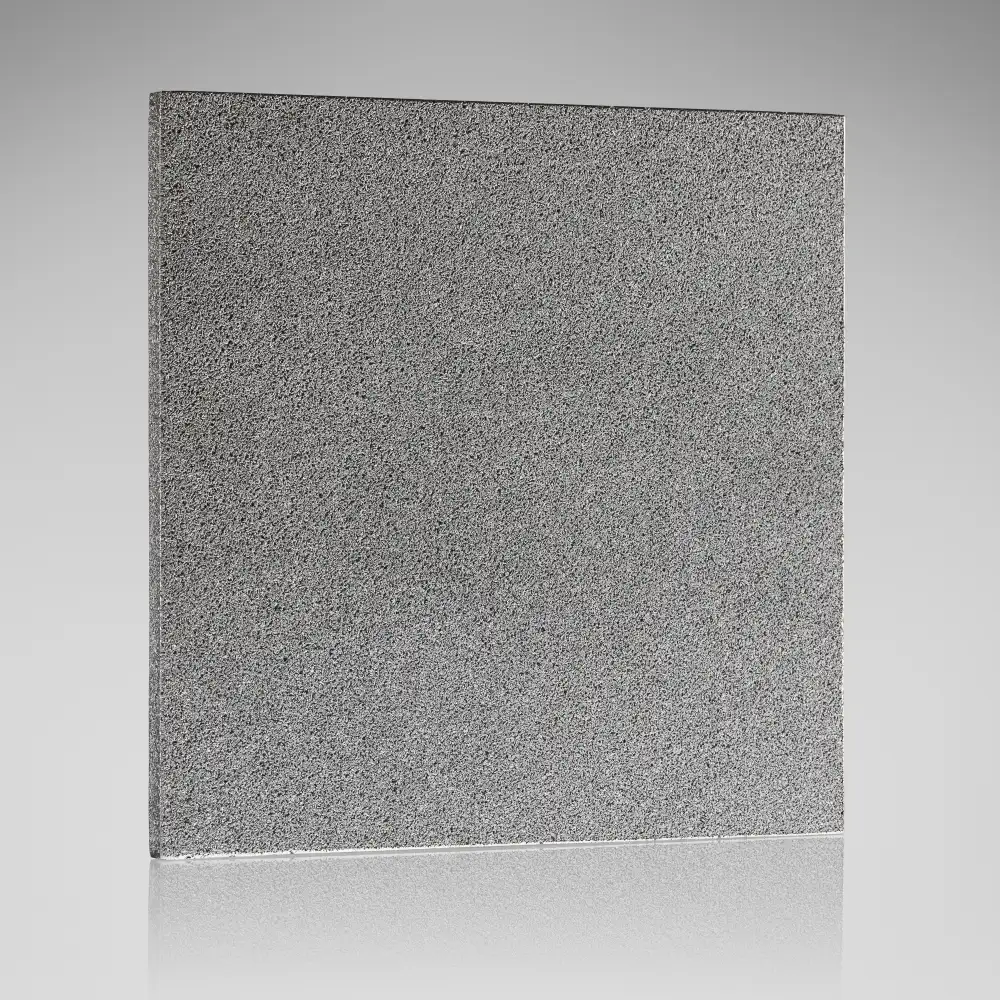
SIPERM® R – Stainless steel 1.4404
SIPERM® R is a porous stainless steel material. The grain fractions allow pore sizes between 1 and 200 µm. The temperature resistance is 500 °C in an oxidizing atmosphere and 650 °C in a reducing atmosphere. The material is produced in several porosity levels, each with its own density, porosity and strength values.

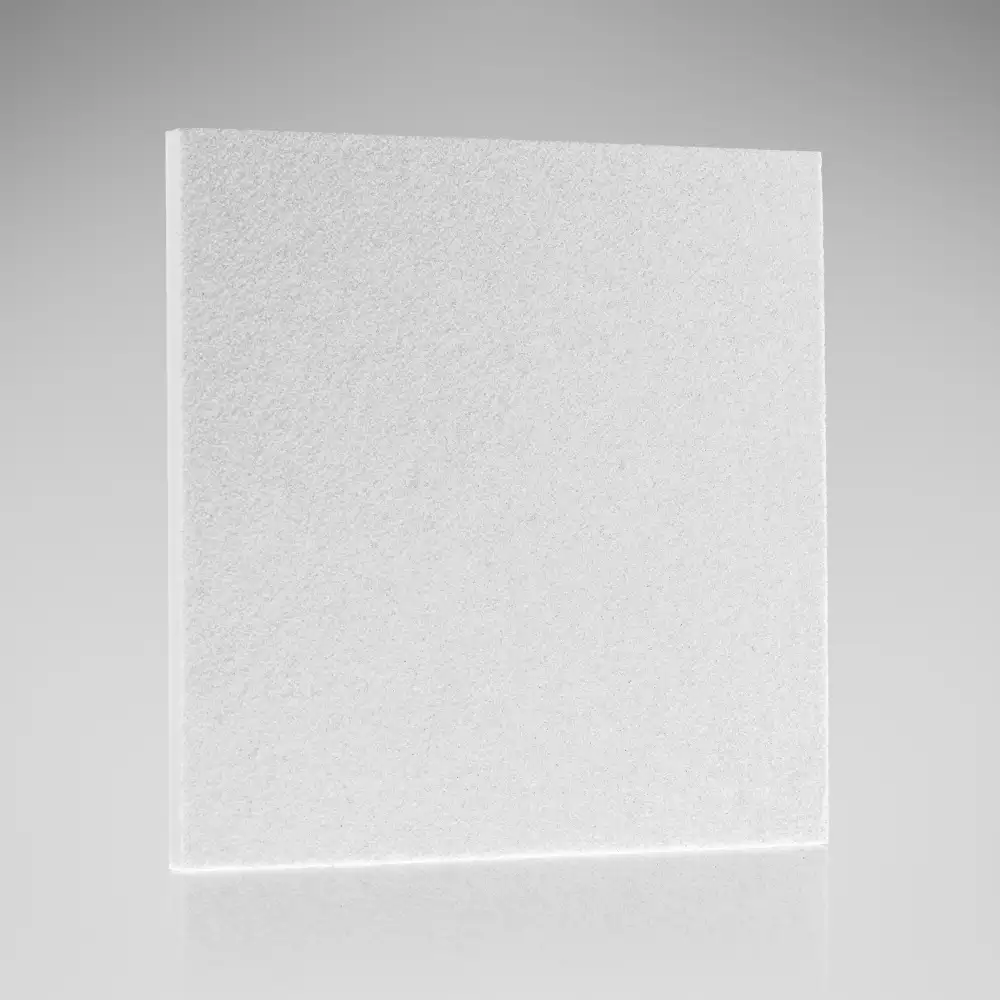
SIPERM® HP – Polyethylene PE-UHMW/HDPE
SIPERM® HP consists of high-molecular polyethylene. The pore structure is created by sintering the polymer particles. The material has high chemical resistance and is temperature-resistant up to around 70 °C. It is available in several grades, including standard and antistatic versions. Defined values for porosity, density, pore size range and mechanical properties including elongation are available for each grade.

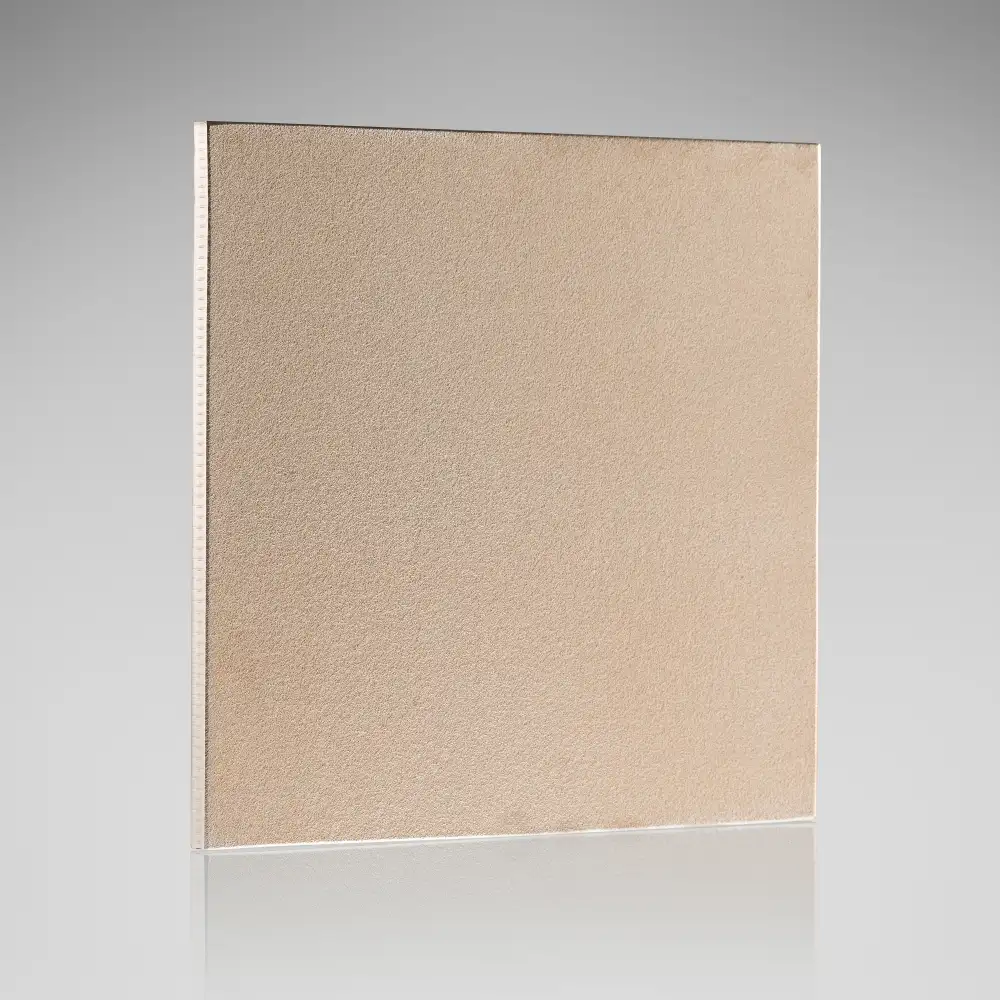
SIPERM® B – Bronze CuSn10
SIPERM® B is based on bronze with almost spherical particles. The homogeneous particle geometry results in a uniform pore distribution. Typical pore sizes start at 5 µm and range up to 200 µm. The temperature resistance is 200 °C in an oxidizing atmosphere and 350 °C in a reducing atmosphere. The material is available in several porosity levels with graduated mechanical and fluidic characteristics.
Brief comparison of materials
| Material | SIPERM® R | SIPERM® HP | SIPERM® B |
| Material base | Stainless steel AISI 316L / 1.4404 | PE-UHMW / HDPE | Bronze CuSn 10 |
| Pore size | 1-200 µm | 5-100 µm | 5-200 µm |
| Temperature resistance | 500 °C / 650 °C | approx. 70 °C | 200 °C / 350 °C |
| Chemical resistance | high | very high | medium |
| Mechanical strength | very high | medium | high |
| Food contact | compliant | compliant (incl. EC 1935/2004) | – |

Semi-finished products
-
Plates
-
 Tubes
Tubes -
 Round blanks
Round blanks
Plates
Among other things, the sheet form also serves as a seamless base semi-finished product:
- SIPERM® R:
280 × 220 mm and 250 × 250 mm, thicknesses 2-10 mm - SIPERM® B:
Formats up to 1000 × 450 mm, thicknesses 2-10 mm - SIPERM® HP:
1000 × 1000 mm and 1200 × 1000 mm, thicknesses 3-20 mm
The sheets have a uniform pore structure and serve as a starting point
for cut-to-size parts, molded parts and welded constructions.
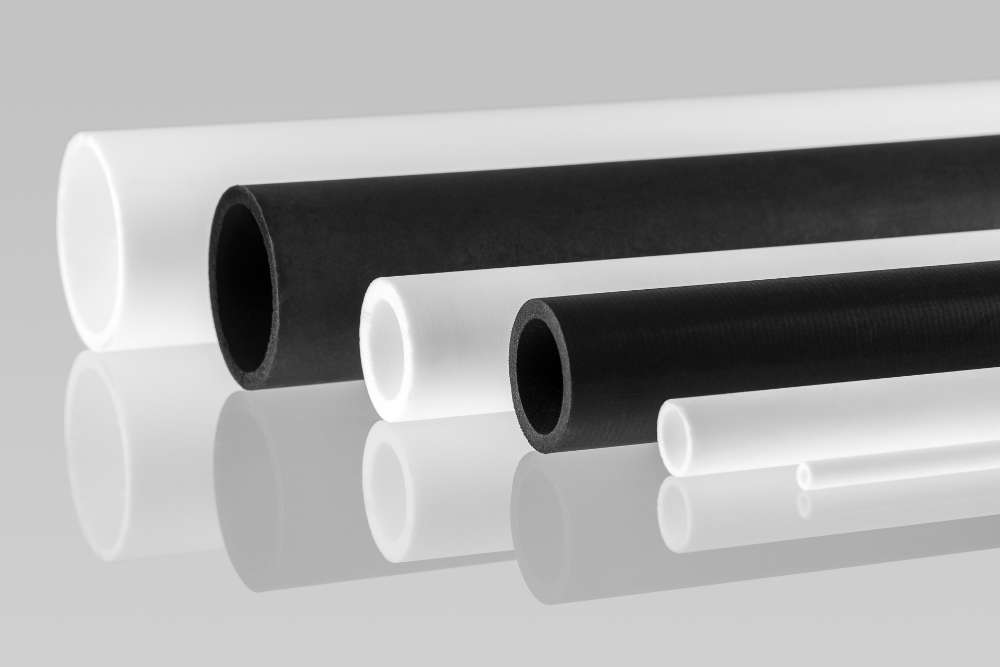
Tubes
Seamless and welded pipes are available for all three materials.
The pipes are supplied as fully porous semi-finished products, as filter cartridges or as components for structural applications.
Circular blanks and molded parts
Circular blanks and various molded parts are produced using pressing tools. The geometries are based on the existing tool dimensions. After sintering, the pore structure remains formed over the entire cross-section.
Technical material differences and characteristic values
The three SIPERM® materials differ in composition, temperature range, mechanical behavior and flow characteristics. These differences result from
the respective particle geometry, the material itself and the porosity level. tabulated values exist for all materials, which clearly distinguish their characteristic curves from one another.
Influence of the porosity level on mechanical and fluidic properties
The porosity significantly determines the material characteristics. A higher porosity leads to
- lower density
- reduced tensile, shear and flexural strength
- higher flow coefficients
A lower porosity leads to correspondingly:
- higher density
- higher mechanical strength
- lower flow coefficients
These relationships are documented in graded form for all three materials and form the basis for selecting the appropriate material quality. The values are measured on samples of a defined size, which ensures comparability between the individual porosity levels.
Temperature and media resistance
SIPERM® R (stainless steel)
- Temperature resistance: 500 °C (oxidizing), 650 °C (reducing)
- Resistant to many acids, alkalis and low-concentration solvents
- Fully tabulated strengths per porosity grade
SIPERM® B (bronze)
- Temperature resistance: 200 °C (oxidizing), 350 °C (reducing)
- Resistant to common solvents as well as certain acids and alkalis
- Homogeneous microstructure due to spherical particles
SIPERM® HP (polyethylene)
- Temperature resistance: approx. 70 °C
- High chemical resistance to many organic and inorganic media
- Mechanical characteristic values additionally documented with elongation data
You can find more information in the technical data sheets. Available under Downloads or on the respective subpages of the materials.
Further processing of SIPERM® materials
Further processing depends on the type of material. Although all materials are porous, they can be processed in many areas in a similar way to solid materials as long as the pore structure in the functional area is not compacted or sealed.
-
 Saw cut
Saw cut -
 TIG welding
TIG welding -
 Connection with thread
Connection with thread
Mechanical machinability of metallic materials
The metallic materials SIPERM® R and SIPERM® B can be processed in various ways:
- Rollers
- Bending
- Press
- Embossing
- Milling
- Turning
- Drilling
Important notes:
- Work on surfaces that are relevant to the flow should be avoided.
- Pores can be closed locally by machining processes.
- Water jet cutting and spark erosion are possible without sealing the porous structure.
- When bending, the radius should not be less than ten times the wall thickness.
This machinability makes it possible to transform semi-finished products into geometrically more complex shapes.
Mechanical processing of polymer materials
SIPERM® HP can be processed in a similar way to engineering plastics:
- Rollers
- Bending
- Milling
- Turning
- Drilling
Additional information:
- Finer pore sizes are more suitable for machining operations.
- Water jet cutting and spark erosion are also possible.
- Moderate temperatures should be used for thermal processing.
Connection techniques
SIPERM® R and SIPERM® B
The metallic materials can be joined as follows:
- TIG welding
- Rivets
- Soldering
- Gluing
The surfaces must be clean during welding. A high welding speed is required to keep the heat input low. Filler materials such as GE-316L Si are used for stainless steel and CuSn9 or CuSn10 for bronze.
SIPERM® HP
This material is connected by:
- Hot gas welding
- Heating element welding
- Gluing
Polyethylene welding rods are used as filler materials.
Cleaning and maintenance
The porous structure of the materials requires adapted cleaning methods. Mechanical and chemical methods are available.
Important notes:
- Cleaning time and temperature must be limited to the necessary level.
- Complete drying is required after dry cleaning.
- Surfactants can influence the properties of SIPERM® HP.
- As a preventative measure, it should be noted that porous sintered materials are exposed to corrosive media to a much greater extent than corresponding compact materials due to their large inner surface area.
-
 SIPERM® HP
SIPERM® HP -
 SIPERM® R
SIPERM® R -
 SIPERM® B
SIPERM® B
Mechanical cleaning
- Counter-current cleaning with gas or liquid
(cleaning medium must be absolutely clean) - Brushes with suitable materials
- Hot steam cleaning for SIPERM® R and SIPERM® B
(for SIPERM® HP only for a short time and up to approx. 100 °C) - Ultrasonic cleaning for smaller components
Multiple cleaning cycles increase the cleaning effect.
Dry cleaning
Every material has suitable cleaning media:
SIPERM® R – Stainless steel
- All common solvents (e.g. benzene, carbon tetrachloride, alcohol, acetone)
- Acetic acid up to 25 % (30-60 min)
- Hydrochloric acid up to 10 % (max. 30 min)
- Nitric acid 20 % (30-120 min)
- Alkali and alkaline earth solutions
SIPERM® B – Bronze
- All common solvents (e.g. benzene, carbon tetrachloride, alcohol, acetone)
- Acetic acid up to 25 % (30-60 min) or 20 % (1-2 h)
- Hydrochloric acid up to 10 % (30-60 min)
- Alkali and alkaline earth solutions
SIPERM® HP – Polyethylene
- Acetone
- Ethanol
- Methanol
- Gasoline (room temperature)
- Acetic acid 10 %
- Hydrofluoric acid 40 %
- Hydrochloric acid (any concentration)
- Nitric acid 25 %
- Caustic soda 30 %
Detailed consideration of the SIPERM® material system
The three SIPERM® materials are based on the same fundamental manufacturing principle,
but differ significantly in terms of microstructure formation, mechanical behavior,
temperature range and flow parameters. The system of the material series can
be described on the basis of the material base, the porosity grading and the documented
characteristic values. Each material forms its own series of graded
qualities, which are separated from each other by clearly defined parameters.
Influence of the particle geometry on the microstructure
The type of powder particles is decisive for the subsequent structure:
- With stainless steel and bronze, metallic contact zones are created whose dimensions
and shape determine the mechanical behavior. - The structure of polyethylene is based on polymeric linkages, which means that stretch
and elasticity are more pronounced. - Spherical particles, as with bronze, create a particularly even distribution
of the spaces in between. - Irregular particles, as in stainless steel, allow a wider variation of
porosities and strengths.
The pore spaces are the direct result of this grain structure – their size,
uniformity and shape depend entirely on the starting fraction used.
Relationship between material base and temperature behavior
The thermal properties of the materials are clearly distinct from one another due to the material
delimited:
- Stainless steel retains its structural stability up to high temperatures.
- Bronze has a medium stability range over several hundred degrees.
- Due to its polymer structure, polyethylene has a limited
temperature resistance.
These temperature specifications refer to oxidizing and reducing
atmospheres and are clearly documented for each material series.
Flow characteristics
Tabulated laminar and turbulent-related characteristic values exist for each material.
These are determined using standardized methods and provide information on how gas
or liquid flows through the pore spaces. The values are always dependent on the porosity level
:
- Smaller pores → lower flow coefficients
- Larger pores → higher flow coefficients
The combination of these characteristic values enables a precise understanding of the
material structure without going into specific applications.

FAQ – SIPERM® materials
How are porous SIPERM® materials created?
SIPERM® materials are produced from defined powder fractions that are first compacted and then sintered. The powder particles bond in such a way that a stable pore space remains between them. The size and uniformity of these pores depends directly on the grain fraction used and the pressing pressure. The entire process is designed in such a way that the pore structure remains reproducible across the entire cross-section of the semi-finished product and the tabulated material parameters are reliably achieved.
What materials does the SIPERM® range include?
The range consists of three material groups: Stainless steel 1.4404 (SIPERM® R), bronze CuSn10 (SIPERM® B) and polyethylene PE-UHMW/HDPE (SIPERM® HP). All three materials are available in several porosity levels so that different combinations of pore size range, porosity, density and strength can be provided. The material series differ in terms of temperature resistance, mechanical properties and media resistance.
Which characteristic values are documented for the materials?
Density, porosity, pore size and bubble point value are recorded for each porosity level and permeability values are documented according to standardized procedures. In addition, tensile, shear and flexural strengths can be tested. The tabulated values enable a clear classification of each material quality. As all measurements are carried out on samples of defined geometry, the characteristic values for different material series can be reliably compared.
What semi-finished products are available and how do they differ?
SIPERM® materials are available as sheets, tubes, circular blanks, candles and molded parts. The dimensions vary depending on the material type: stainless steel has smaller standard sheet formats than bronze, while polyethylene is available in larger sheet sizes. Tubes are available seamless or welded and have a constant pore structure over the entire length. Pressed moulded parts are based on tool geometries and are stabilized in the sintering process, enabling defined contours and thicknesses to be reproducibly achieved.
How can the materials be processed?
Metallic SIPERM® materials can be processed using standard metalworking methods, including rolling, bending, pressing, embossing and machining processes such as milling, turning and drilling. It is crucial that functionally relevant surfaces are not compacted. Water jet cutting and spark erosion are processes that are gentle on pores. Polyethylene-based materials can be machined in a similar way to technical thermoplastics; finer pore levels enable more precise machining. Thermal processes are possible, but must remain below the material’s typical limit temperature.
Which joining techniques are suitable depending on the type of material?
Stainless steel and bronze can be TIG welded, whereby clean surfaces and a high welding speed are required. Suitable filler materials ensure a stable connection. Riveting, soldering and gluing are also possible. SIPERM® HP is joined using hot gas or hot plate welding, whereby the welding wire consists of the same base material. Glued joints are also possible. In all cases, the porous structure must be retained when joining, as it forms the basis of the material function.
How are the materials cleaned?
Cleaning can be carried out mechanically or chemically. Mechanical methods include counter-current cleaning with gas or liquid, superheated steam, brushing and ultrasound for smaller components. Chemical cleaning agents depend on the material: stainless steel tolerates numerous solvents and acids of limited concentration, bronze can be additionally treated with potassium dichromate, and polyethylene shows high resistance to many organic and inorganic media. After cleaning, complete drying is necessary as residual moisture can influence characteristic values.
Which test methods guarantee the quality of the materials?
The main test methods include bubble point tests to determine the largest pores, permeability measurements to determine the flow properties and porometer measurements to analyze the pore size distribution. Mechanical tests include tensile, shear and bending tests. The results of these methods are documented for each porosity level and are used for material classification. These tests allow the values of the individual material series to be clearly traced and compared with each other.
Contact
We are happy to advise you – simply contact us by phone, via email or by using our contact form.
Service
Tridelta Siperm GmbH
Ostkirchstr. 177
44287 Dortmund, Germany